信息來源于:互聯網 發布于:2024-01-01
真空鑄造
東莞CNC加工廠制作金屬型時通過一個冒口道與一坩堝金屬液相連,真空鑄造和低壓鑄造相似。但是與向熔融提供壓力不同,真空是在型腔中建立的,從而使金屬流入到型腔中。
連續鑄造
東莞CNC加工廠通常所有結構鋼產品的生產開始點是錠鐵,在最終產品成型前它通常經過數道碾磨機滾軋。但是,廣泛采用的連續鑄造已經改變為某部分不通過滾軋工藝而通過頂上澆注厚板、大鋼坯、方鋼坯。這種工藝是高效、經濟的。
連續鑄造是將熔融鋼水凝固為半制品的大鋼坯、方鋼坯或厚板并在精鑄機中進行連續滾軋。在連續鑄造中,液態鋼水移入到澆包再進入到澆注機中,當鑄造操作開始時,澆包底部的滑動閘板打開,鋼水以一個可控制的速度流入到漏斗中并從漏斗中進入到一個或多個鑄型中,液態鋼水澆入到雙層壁的、無底的水冷鑄型,從而迅速形成固態表面和未完成的表面能形成敞開鑄型底面。鑄型中形成的表面最厚的地方大概10-25mm并且通過鑄件在下移過程的強烈水冷快速凝固。世界上大概55%的液態鋼的生產通過連續鑄造進行凝固,其中最廣泛應用的是將液態鋼水連續的澆入到短的、水冷、垂直的銅模中,同時,連續的取出冷卻的殼型,包括其中含有的液態鐵水。 工序如圖 11.9:
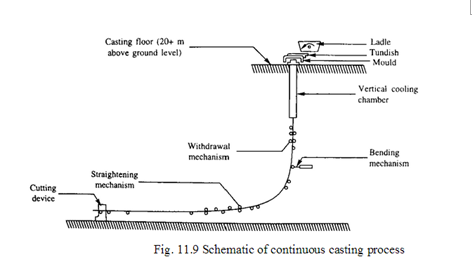
東莞CNC加工廠一種典型的連續鑄造設備的布置示意圖如圖11.9。熔融的鋼液集中在漏斗中并且保持在一個有難熔的稱為漏斗的中間容器中,鋼液澆入到水冷的450-750的垂直銅鑄型中。在開始鑄造之前,在鑄型底部放置一個入圖11.9所示引錠啟動桿,開始鑄造過程以后,當鑄型中金屬水平面上升到需要的高度,啟動桿以一個與鑄鋼澆注相當的速度收回,最初的金屬在啟動桿上冷凝同時也在鑄型外圍冷凝。這個冷凝殼層支撐向下移動的液態鋼水,當鑄鋼凝固殼層通過另一冷卻區域時有機械支撐,此冷卻區域內是將水灑到殼層表面以完成凝固過程的。鑄件完全凝固之后,其使用切割設備被截到指定的長度。
東莞CNC加工廠 為了充分地體會連續鑄造方法帶來的實質意義,需要討論一下現代鋼鐵制造和鑄錠鑄造所使用老工藝的一些方面。 在兩種工藝中,熔融鋼水在電爐中制備,氧氣轉爐和平爐中的熔融鋼水接下來轉移到澆包,然后直接就進澆注形成鑄錠或者澆入連續鑄造設備。
東莞CNC加工廠 在兩個工藝都可以制備多種類型的鑄錠,這取決于要制造最終鋼產品的尺寸和形狀。可制備三種類型的鑄錠:大鋼坯、方鋼坯和厚板。厚板用于制備平板和其他平板狀產品。大鋼坯和方鋼坯用于制備結構件、圓件和管道產品






