信息來源于:互聯網 發布于:2021-06-09
伺服驅動及位置檢測裝置
作用:接受CNC裝置發出的進給速度和位移指令信號,由伺服驅動電路(如速度控制單元)作一定的轉換和放大后,經伺服驅動裝置(如用直流伺服電機),驅動機床的工作臺運動,同時由位移傳感器檢測執行機構的實際位置,并反饋給CNC裝置,實現閉環驅動,使機床進給部件的位置速度得到準確控制。東莞數控加工廠真不錯,值得關注!!
4.輔助機能驅動電路
該部分實現CNC裝置與機床強電的信息傳遞和變換,其作用是接受CNC信號,經機床強電控制主軸、潤滑、冷卻、換刀等電機的運轉以及其他輔助機能。另外將機床一些狀態信息經變換以后送至CNC裝置,如:刀具到位,工作臺超程等。在高檔數控系統中,該部分的控制工作由從屬于CNC裝置的“內裝型”可編程序控制器(PC)來完成,或是由獨立于CNC裝置的“通用型”可編程序控制器(PC)來完成。
5.數控系統軟件
東莞數控加工廠數控系統的工作過程在硬件的支持下,執行軟件的全過程。通過軟件實現部分或全部數控功能。
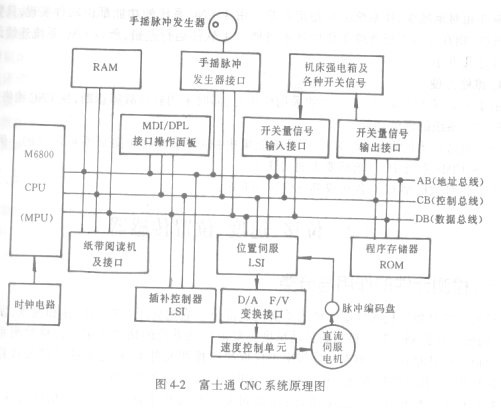
圖4-2是富士通CNC系統的原理圖,該系統是一個微型機CNC系統,通過該原理圖可進一步了解CNC系統的組成原理。
微處理機:M6800,8位微處理機。ROM存放控制程序,RAM存放中間數據和用戶加工程序,具有與機床操作面板、紙帶閱讀機、手搖脈沖發生器、機床控制器連接的輸入/輸出接口,直流伺服電機驅動,脈沖編碼盤檢測位移實現位置反饋。大規模集成(LSI)電路實現插補運算,運算速度高。
二、CNC系統的主要特點
CNC系統的主要特點有以下五點。
1.系統靈活可變、易于變化和擴展,通用性強
這是CNC系統最突出的特點,它不像硬件數控,一旦形成了某一種模式和功能就不能隨意改變,因為硬件之間的聯系是依靠布線實現的。而對于CNC系統來說,只要改變軟件的結構形式,就可以隨時加以補充和開發新的功能,以適應不同的要求。
2.易于實現多功能
東莞數控加工廠 由于計算機有豐富的指令系統,能進行復雜的計算,所以實現多功能、高復雜程度控制比用硬件系統方便得多。例如,高次曲線插補,刀具半徑補償,多坐標聯動控制等,有的CNC系統在控制加工時還能進行數控編程,這在硬件系統中是不可能的。
3.系統可靠性高
東莞數控加工廠 在硬件數控系統中,加工程序是逐條由閱讀機輸入的,但CNC系統可以將加工程序一次輸入到內存,這就可以減少輸入故障。由于CNC系統硬件比NC系統少得多,所以系統元器件出錯率亦相對地減少,使系統工作穩定可靠。由于CNC系統的功能都由軟件實現,只要軟件是完善的,則在今后系統連續工作中就不可能產生軟件運行差錯,所以CNC系統連續無故障 時間可達幾萬小時。
4.維修方便
由于CNC系統功能強,系統功能采用模塊化,同時采用軟件故障診斷,使CNC維修方便。東莞數控加工廠真不錯,值得關注!!
5.CNC系統的通信功能
隨著制造技術的發展,要求CNC系統能集中控制,那么此功能是不可缺少的。例如,在DNC、FMS、CIMS系統中,系統間要求通信聯系。






