歡迎來(lái)到東莞市瑞諾宏精密機(jī)械科技有限公司網(wǎng)站!




精密機(jī)加工零件生產(chǎn)廠家
鋁合金精密零件,不銹鋼精密零件,精密沖壓件

信息來(lái)源于:互聯(lián)網(wǎng) 發(fā)布于:2021-05-14
東莞數(shù)控加工廠對(duì)于單件、小批量生產(chǎn),經(jīng)常會(huì)存在反面分中的重要環(huán)節(jié)。反面分中的精度直接影響零件反面整面的位置精度,常用的反面分中方法操作繁瑣、占用時(shí)間較長(zhǎng)甚至有些精度不高,本文針對(duì)此種情況,對(duì)反面對(duì)刀的方法進(jìn)行改善,既保證精度又能提高效率。
廣東機(jī)械加工廠在數(shù)控加工單件生產(chǎn)時(shí),一般都是毛坯加工,因此,反面加工分中時(shí)都會(huì)有多余毛坯量的干涉,需要借助其他的工具才能滿足要求。通過(guò)多年的實(shí)踐總結(jié)發(fā)現(xiàn),普通的反面分中方法雖然也能達(dá)到要求,但存在操作過(guò)程繁瑣、占用機(jī)床時(shí)間長(zhǎng)、觀察不方便、精度不高及個(gè)別類型零件在虎鉗鉗口干涉等問(wèn)題,大大影響了加工效率和加工精度,本文通過(guò)對(duì)分中方法進(jìn)行總結(jié)改善,找到一個(gè)切實(shí)可行的方法。
1. 反面加工常用的分中方法:
主要針對(duì)數(shù)控加工零件時(shí)的平口虎鉗裝夾。
(1)直柄圓棒對(duì)刀。此種方法是在主軸上裝夾直柄圓棒。
假設(shè)X軸分中:移動(dòng)主軸慢慢接近工件的一邊,當(dāng)快接近時(shí),使用平行塊塞進(jìn)圓棒和工件已加工面之間的間隙,當(dāng)感覺(jué)輕松推進(jìn)時(shí),拿出平行塊后,繼續(xù)移動(dòng)主軸,再塞平行塊,若是依然輕松塞進(jìn)去或塞不進(jìn)去時(shí),則再移動(dòng)主軸,如此往復(fù),直至剛好能夠塞進(jìn)去(見(jiàn)圖1),然后把相對(duì)坐標(biāo)的X軸歸零;接著移動(dòng)主軸到工件另一側(cè),同樣的操作方法,得出X軸的總值,移動(dòng)主軸到總值的一半值(工件中間)后設(shè)定坐標(biāo)系。此種方法的優(yōu)點(diǎn)是操作簡(jiǎn)單、需要的工具價(jià)值不高;缺點(diǎn)是操作步驟較多、過(guò)程繁瑣,對(duì)刀精度不高。

(2)使用百分表對(duì)刀。此種方法是靈活使用杠桿百分表的幾個(gè)配件達(dá)到分中的方法。其操作方法是:把杠桿百分表的夾持帽套裝在主軸上,再把百分表裝到夾持帽上。假設(shè)X軸分中,移動(dòng)機(jī)床工作臺(tái),使百分表慢慢壓到工件的已加工表面,手動(dòng)轉(zhuǎn)動(dòng)主軸,觀察百分表的最大值(若不是整數(shù),可移動(dòng)主軸調(diào)整百分表的值為整數(shù)),如圖2所示,然后把相對(duì)坐標(biāo)的X軸歸零;接著移動(dòng)主軸到工件另一側(cè),同樣的操作方法,得出X軸的總值,移動(dòng)主軸到總值的一半值(工件中間)后設(shè)定坐標(biāo)系。此種方法的缺點(diǎn)是占用機(jī)床時(shí)間較長(zhǎng),當(dāng)正面的加工深度不夠時(shí),毛坯的邊緣容易干涉百分表的表針或者百分表容易干涉到虎鉗鉗口,另外Y軸分中時(shí),觀察百分表數(shù)值不方便;優(yōu)點(diǎn)是對(duì)刀精度較高。

2. 反面分中方法的改善
東莞數(shù)控加工廠通過(guò)對(duì)各種分中工具進(jìn)行總結(jié),發(fā)現(xiàn)使用偏心尋邊器分中操作方便,分中的精度又高,但其特點(diǎn)是無(wú)法完成反面分中。這是偏心尋邊器在結(jié)構(gòu)上的一大缺點(diǎn),因此通過(guò)多次試驗(yàn),對(duì)偏心尋邊器的外圍結(jié)構(gòu)進(jìn)行改善后,既可以保留原來(lái)的優(yōu)點(diǎn),又能拓展其范圍,完成零件的反面分中。首先在數(shù)控車床上完成圖3所示的配件外圓和內(nèi)孔,其中內(nèi)孔剛好和圖4所示的尋邊器進(jìn)行配合,厚度則根據(jù)零件的加工情況而定。接下來(lái)在鉆床上完成側(cè)面上的螺紋孔加工,螺紋孔大小根據(jù)厚度而定。當(dāng)完成圖3所示的配件后,與尋邊器的尋邊端進(jìn)行配合,再通過(guò)側(cè)面螺釘鎖緊兩者。

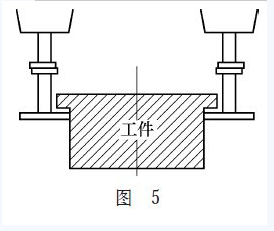
完成偏心尋邊器的結(jié)構(gòu)改善后,接下來(lái)即是完成零件的反面分中。完成零件的裝夾后,在刀柄上裝入結(jié)構(gòu)改善后的偏心尋邊器,再把刀柄裝到主軸上,在MDI方式下,輸入主軸正轉(zhuǎn),轉(zhuǎn)速在300~500r/min之間。假設(shè)完成X軸的分中:在手輪方式下移動(dòng)機(jī)床工作臺(tái),使改善后的偏心尋邊器慢慢靠近工件左側(cè)已加工面,當(dāng)快接近工件后,可以調(diào)整手輪精度到0.01mm或0.001mm,一直到剛好偏心狀態(tài),如圖5所示,在相對(duì)坐標(biāo)下,點(diǎn)擊X軸歸零。接下來(lái)退出,抬起主軸到工件的右側(cè),同樣的操作方法靠近工件右側(cè)的已加工面,直到剛好偏心狀態(tài),觀看相對(duì)坐標(biāo)的總值,計(jì)算出一半的值,退出偏心尋邊器,抬起主軸移動(dòng)到工件中心,設(shè)定工件坐標(biāo)系;同理,Y軸的分中方法也是一樣的操作方法。經(jīng)過(guò)改善后的分中方法不僅能保證加工精度,還具有觀察方便、操作簡(jiǎn)單快捷的優(yōu)點(diǎn)。
3. 結(jié)語(yǔ)
東莞數(shù)控加工廠經(jīng)過(guò)改善結(jié)構(gòu)的偏心尋邊器拆裝方便。需要側(cè)面分中時(shí),通過(guò)松動(dòng)側(cè)面的螺釘即可方便拆除;需要反面分中時(shí),可快速裝上。根據(jù)零件毛坯的情況不同可以多制作幾個(gè)不同規(guī)格的配件,方便使用。當(dāng)然,這種方式主要針對(duì)小型加工企業(yè)或私人作坊,對(duì)經(jīng)常生產(chǎn)一些非標(biāo)零件的廠家是最適合的。

